降低加工成本.COM ≫ 加工实例
加工实例
加工中心加工
半导体制造装置零部件 尺寸1.5t×12×15

材料 :
SUS304(0Cr18Ni9相当)
尺寸 : 1.5t×12×15
加工 : 铣削加工
顶端槽部 : 0.4的0~-0.01
计算顶端公差、变形,以确保精度。以μ级(微米级)的精度加工0.3~0.5的槽宽。
我公司擅长做小到指尖,大到能放在双手上的加工尺寸的工件。
五轴加工中心加工
汽轮机叶片 Φ460×150
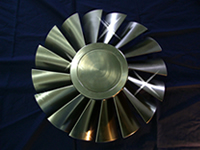
材料 :
SUS303(Y1Cr18Ni9)
工件尺寸 : Φ460×150
加工时间 : 71.5小时
加工设备 : 五轴联动加工中心、CAD/CAM、
POWER MILL、NC加工仿真软件、VERICUT。
因为使用五轴加工中心进行切削,所以可以毫无问题进行加工。
还可以缩短多工序、異形状加工的加工时间及工序。
飞机零件 铝 A7075相当

材料 :
A7075(LC9相当)
加工设备 : 五轴加工中心(MAM72-63V)
加工这种形状,以前要经过多道工序,自从导入了五轴加工中心后,只夹住1次,就可以实现以高精度加工大多数的形状。
还可以缩短多工序、異形状加工的加工时间及工序。
铝 A7075相当 演示品加工

材料 :
A7075(LC9相当)
尺寸 : Φ120×150
加工 : 五轴联动加工中心(MAM72-63V)
这是在名古屋举办的航空宇宙展参展时,以Cosmo(“宇宙”、“太空”)的主题,制作的加工品。
头部刻有我公司英文名称“KIMURASS”和我公司网址。虽然制作3D模型花了时间,但是只使用球头立铣刀切削即可,底部有退刀槽,因为使用五轴加工中心进行切削,所以可以毫无问题进行加工。
车削复合加工
车床零件 螺旋加工Φ110×130

材料 :
SCM415(15CrMo相当)
尺寸 : Φ110×130
加工 : 车削加工及四轴加工中心加工
因为各螺旋角大小不一,虽然用CAD、CAM编程也可以制作,但是使用宏编程加工则可以缩短编程时间。
只需改变刀具直径、螺旋角、外圆、全长的数值即可加工。
赛车零件 铝 锥形配合加工 Φ80×60

材料 :
A7075(LC9相当)
尺寸 : Φ80×60 2个
加工 : 车削加工、加工中心、磨削
上、下两部分分别经过车削加工、加工中心加工之后,组合、合并在一起,内圆锥形部分的配合用车削加工进行精加工。下部分零件用加工中心做锥形深钻加工也可以。
同时,铝A2017(LY8)、A7075(LC9)、A5052(LF2相当)等的外圆磨削加工也可以对应。
因康镍625 演示品加工

材料 :
Inconel625(Alloy625)
因为它是一种在从极低温到980℃的高温之下具有很高的强度和韧性,疲劳强度高,抗氧化性,耐蚀性好的合金,基于此材料特性,小径轴的加工需要考虑夹具等。
其他材料,比如普通碳素结构钢 SS400(Q235A),碳素结构钢S45C(45)、S25C(25)、S35C(35),铬合金钢
SCM435(35CrMo)、SCM440(42CrMo),镍铬钢 SNC415(12CrNi2)等、其他铝、黄铜等,当然,只做车削加工也能够对应。
磨削(研磨)加工
因康镍625 小孔加工(Φ0.2)+平面磨削

材料 :
Inconel625(Alloy625)
因为它是一种在从极低温到980℃的高温之下具有很高的强度和韧性,疲劳强度高,抗氧化性,耐蚀性好的合金,基于此材料特性,小径轴的加工需要考虑夹具等。
尺寸 : 3T×50×50
加工 : 加工中心、平面磨削加工
加工刀具 :
立铣刀 Φ0.4硬质合金
孔 Φ0.2硬质钻头
加工时间是(本公司)用SS400(Q235A)、S50C(50)材料加工的约3倍。
可以用加工中心加工,对应所有形状。
飞机零件 CFRP 小孔加工(Φ0.2)+平面磨削

材料 : CFRP
T3×50×50(炭纤维增强复合材料)
尺寸 : 6t×50×50
加工 : 加工中心、平面磨削加工
因为对刀具摩损非常严重,所以用普通工具加工很难。
我公司使用特别订购的刀具,选定自己的标准,加工而成。
孔直径 Φ0.2
槽宽度 0.5±0.01
车床零件 嵌合锥形加工

材料 :
SCM415(镍铬钢15CrMo相当)
尺寸 : Φ100×110
加工方法 :
车削、铣削、淬火、磨削(外圆磨削、内圆磨削、夹具磨削)等的多工序连贯制作。
锥面嵌合加工精度,确保接触面12kg/m 80%以上。
拧紧时,垂直度0.003,同轴度0.003,平面间隙0.005以内
车床零件 高精度(1μm)内圆磨削

・内圆磨削加工 ・高硬度钢
・特殊钢的内圆磨削加工
MAXΦ150×150 其他精密磨削加工也可以
由顾客厂家提供半成品,我公司进行内圆磨削精加工(包括抛光) 。
尺寸:Φ19.06~Φ40.00 L10~180
因为顾客对圆度,椭圆度,锥形度等的精度都要求到μ级(微米级),因此如何在机器上确保精度,取决于作业人员的技术。
我公司同时使用3台内圆磨削床进行加工。
测量仪:用气动测微仪测量到μ级(微米级),保证质量。
薄不锈钢(SUS304)高精度平面磨削 3t×50×100

材料 :
SUS303、SUS304(Y1Cr18Ni9、0Cr18Ni9相当)
尺寸 : 3t×50×100
加工 : 加工中心加工、平面磨削加工
即使是平面平行度的形位公差和尺寸公差在0.01以内的薄板形状也可以加工。根据工作尺寸,对应所有材料的加工。
同时,还对应铝A7075(LC9)、A2017(LY8、LY11)、A5052(LF2)等的平面磨削。
十字轴 同轴度、垂直度高精度 外径研削+平面研削

材料 :
SCM415(15CrMo相当)
尺寸 : Φ100×100
加工 : 车削、加工中心、淬火、外圆磨削、平面磨削)
因为顾客对尺寸精度及形位公差(同轴度,垂直度等) 精度要求非常高,因此淬火后,最后的精度全部由磨削加工来达到。从车削加工到铣削、淬火、磨削加工,对多工序进行统一管理,提供高精度加工。
镜面磨削(平面磨削)

材料 :对应不锈钢SUS、合金模具钢SKD等全部材料。
准镜面磨削加工
表面粗糙度MAX0.2S
关于质量保证,我们用表面粗糙度测量仪测量表面粗糙度并按需要提供三维测量数据。
关于工件的大小需要商谈决定。

在设计阶段降低加工成本的信息
车削加工的成本降低
铣削、加工中心加工的成本降低
- 重新考虑精度要求以减少工时 <1>
- 重新考虑精度要求以减少工时 <2>
- 重新考虑精度要求以减少工时 <3>
- 重新考虑精度要求以减少工时 <4>
- 重新考虑精度要求以减少工时 <5>
- 重新考虑精度要求以减少工时 <6>
- 从原材料进行切削以减少加工、装配的工时
- 提供适当的数据缩短编程时间
内外圆磨削的成本降低
平面磨削的成本降低
热处理、表面处理的成本降低

降低加工成本.COM是木村制作所运营的机械设计人员的追求VA/VE的技术信息网站。